




Оптом Оборудование для очистки сточных вод Поставщики
2026-06-02
- Критерии выбора оптовых поставщиков оборудования для очистки сточных вод
- Технические параметры и классификация интегрированных систем очистки
- Логистика, сертификация и риски при импорте оборудования из Китая
- Дополнительное оборудование для полного цикла водоочистки
- Экономическая эффективность и расчет совокупной стоимости владения (TCO)
- Часто задаваемые вопросы (FAQ)
- Заключение и рекомендации по выбору партнера
Критерии выбора оптовых поставщиков оборудования для очистки сточных вод
Рынок промышленного водоочистного оборудования в 2026 году переживает фундаментальную трансформацию, где ключевым фактором успеха становится не просто наличие товара на складе, а способность поставить технологически сложное оборудование для очистки сточных вод, соответствующее ужесточившимся экологическим нормам ЕАЭС и европейским директивам. Закупка таких систем оптом — это не стандартная торговая операция, а стратегическое инвестиционное решение, ошибка в котором может привести к миллионным штрафам за сброс неочищенных стоков или полному простою производственной линии. В нашей практике мы неоднократно сталкивались с ситуациями, когда дистрибьюторы закупали партии дешевых мембранных биореакторов без сертификатов EAC, что приводило к невозможности легальной эксплуатации объектов в России и Казахстане. Реальный опыт показывает: экономия 15% на этапе закупки часто оборачивается увеличением эксплуатационных расходов (OPEX) на 200% в течение первых двух лет работы из-за низкого ресурса расходных материалов и частых поломок насосного оборудования.
Профессиональный подход к выбору поставщика требует анализа не только цены за единицу продукции, но и глубины инженерной проработки проекта. Надежный партнер должен предоставить не просто спецификацию, а полный расчет гидравлической нагрузки, прогноз образования осадка и схему автоматизации процесса. Мы видели проекты, где отсутствие грамотного предварительного расчета приводило к тому, что установленные очистные сооружения не справлялись с пиковыми нагрузками во время сезонных колебаний объема стоков. Поэтому при формировании оптового заказа критически важно требовать от производителя референс-лист с действующими объектами в схожих климатических и технологических условиях. Только так можно убедиться, что предлагаемое оборудование реально работает, а не является лабораторным образцом.
В данном руководстве мы детально разберем технические нюансы выбора интегрированных систем, сравним материалы корпусов и технологии очистки, а также предоставим чек-лист для проверки надежности китайских и местных производителей. Наша цель — дать вам инструмент для принятия взвешенного решения, основанного на цифрах и фактах, а не на маркетинговых обещаниях. Если вы планируете масштабировать свой бизнес в сфере экологических услуг или оснащать новые промышленные площадки, понимание различий между технологиями A2O, MBR и классическими методами отстаивания станет вашим главным конкурентным преимуществом. Начнем с самого важного — классификации оборудования и требований к его техническим параметрам.
Технические параметры и классификация интегрированных систем очистки
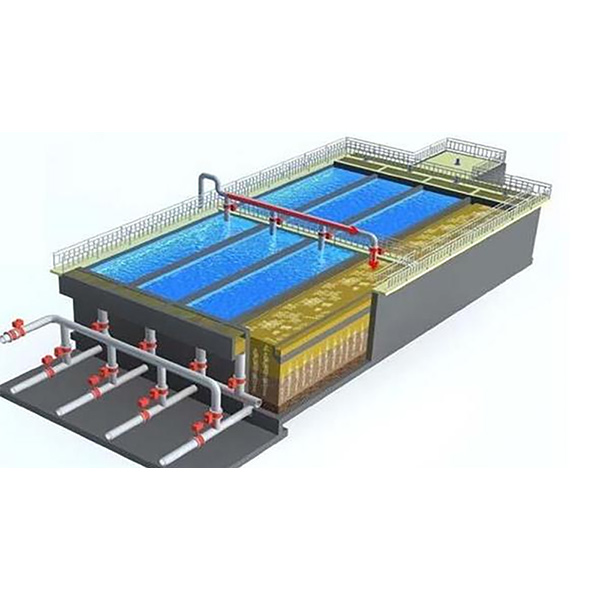
При формировании оптовой заявки первым шагом является четкое определение типа загрязнений и требуемой степени очистки, так как универсального решения для всех отраслей не существует. Современное оборудование для очистки сточных вод делится на несколько ключевых категорий в зависимости от конструктивного исполнения и применяемых технологий. Наиболее востребованным сегментом являются блочно-модульные установки заводской готовности, которые позволяют сократить сроки ввода объекта в эксплуатацию с 6–8 месяцев до 3–4 недель. Однако внутри этого сегмента существует серьезная дифференциация по материалам изготовления, которая напрямую влияет на срок службы и стоимость владения активом.
Рассмотрим четыре основных типа конструкций, представленных на рынке, и их применимость в различных условиях эксплуатации. Понимание этих различий позволит избежать ошибок при выборе оборудования для агрессивных сред или экстремальных температур.
- Интеллектуальные интегрированные системы (тип ZKQB): Это высокотехнологичные комплексы, оснащенные продвинутыми системами автоматики и телеметрии. Они предназначены для объектов, где требуется постоянный мониторинг параметров качества воды в режиме реального времени. Такие установки часто используются в муниципальном секторе и на крупных промышленных предприятиях, где персонал не может круглосуточно находиться у оборудования. Ключевая особенность — возможность удаленного управления и самодиагностики узлов, что снижает риск человеческой ошибки.
- Стеклопластиковые интегрированные установки (тип ZKFRP): Корпуса из стеклопластика обладают исключительной коррозионной стойкостью, что делает их идеальным выбором для работы с химически агрессивными стоками, например, в гальванических цехах или на химических производствах. Материал не подвержен электрохимической коррозии, легкий в транспортировке и монтаже. Однако при выборе таких систем важно обращать внимание на толщину стенки и качество гелькоута, так как дешевые аналоги могут расслаиваться под давлением грунта при подземной установке.
- Установки из модифицированного полипропилена (тип ZKPP): Полипропиленовые резервуары отличаются высокой термостойкостью и устойчивостью к воздействию широкого спектра кислот и щелочей. Это оптимальное решение для пищевых производств, где часто требуется мойка оборудования горячей водой или паром. Модифицированные сорта полипропилена сохраняют свои механические свойства даже при температурах до +90°C, что недоступно для многих других полимерных материалов.
- Контейнерные интегрированные решения (тип ZKWL): Оборудование, размещенное в стандартных морских контейнерах, обеспечивает максимальную мобильность и защищенность внутренних узлов от внешних воздействий. Такие системы идеально подходят для вахтовых поселков, строительных площадок, нефтегазовых месторождений и временных объектов. Контейнерное исполнение позволяет быстро перебазировать очистные сооружения при переезде предприятия, сохраняя при этом высокую степень теплоизоляции для работы в северных широтах.
Важно отметить, что выбор материала корпуса должен коррелировать с выбранной технологией биологической очистки. Например, компании, такие как Группа Чжэнкай, успешно комбинируют различные типы корпусов с передовыми биотехнологиями, предлагая клиентам комплексные решения «под ключ». Их линейка включает как интеллектуальные модули ZKQB, так и специализированные емкости из FRP и PP, что позволяет закрывать потребности самых разных отраслей — от медицинских учреждений до кожевенных заводов. Использование проверенных связок, таких как A2O+MBR, в сочетании с правильным материалом корпуса гарантирует стабильное качество очистки даже при колебаниях входного состава стоков.
При оптовой закупке необходимо требовать от поставщика паспортные данные на каждую серию оборудования, включая результаты гидравлических испытаний и сертификаты на используемые материалы. Мы рекомендуем проводить независимую экспертизу образцов пластика или металла перед подписанием крупного контракта, так как визуальное отличие качественного стеклопластика от дешевого композита не всегда очевидно для непрофессионала. Ошибка на этом этапе может привести к тому, что через год эксплуатации резервуар потеряет герметичность, а замена фундамента и земляные работы обойдутся дороже самой установки.
Сравнительный анализ технологий очистки: A2/O, MBR и физико-химические методы
Выбор технологии очистки определяет не только капитальные затраты (CAPEX), но и будущие операционные расходы, потребление электроэнергии и количество образующегося избыточного активного ила. На современном рынке доминируют три основных подхода, каждый из которых имеет свои четкие границы применимости. Неправильный выбор технологии — самая распространенная причина неудовлетворенности клиентов после запуска объекта.
Технология A2/O (Anaerobic-Anoxic-Oxic) остается золотым стандартом для глубокого удаления азота и фосфора без использования дорогостоящих реагентов. Процесс проходит в три стадии: анаэробная зона для выделения фосфора, аноксидная для денитрификации и аэробная для нитрификации и окисления органики. Эта схема энергоэффективна и надежна, особенно для муниципальных стоков и предприятий пищевой промышленности с высоким содержанием органики. Однако она требует больших площадей для размещения аэротенков и вторичных отстойников по сравнению с мембранными технологиями.
Мембранные биореакторы (MBR) представляют собой эволюцию классического активного ила, где вторичный отстойник заменен ультрафильтрационными или микрофильтрационными мембранами. Это позволяет поддерживать концентрацию активного ила в 2–3 раза выше, чем в традиционных системах, что значительно уменьшает габариты сооружений. Выходная вода после MBR имеет качество, близкое к технической воде, и может быть сразу направлена на обратный осмос или использована для полива. Главный недостаток — высокое энергопотребление на продувку мембран и необходимость их регулярной химической промывки, что увеличивает OPEX.
Физико-химические методы, включающие флотацию и коагуляцию, незаменимы на этапах предварительной очистки или для специфических промышленных стоков, содержащих масла, жиры и взвешенные вещества, которые трудно удалить биологически. Флотационные установки эффективно отделяют легкие фракции и эмульгированные продукты, подготавливая воду для последующей биологической доочистки. Игнорирование этого этапа на мясоперерабатывающих или молочных заводах часто приводит к забиванию аэраторов и гибели биоценоза в биореакторе.
| Параметр сравнения | Технология A2/O | Мембранный биореактор (MBR) | Флотация + Коагуляция |
|---|---|---|---|
| Качество очищенной воды | Соответствует нормам сброса в городскую канализацию или водоемы (БПКполн ~15 мг/л) | Высокое качество, пригодное для повторного использования (БПКполн < 5 мг/л, мутность < 1 NTU) | Эффективно удаляет жиры и взвеси, но не растворяемые органические соединения |
| Занимаемая площадь | Требует значительной территории для отстойников и аэротенков | Компактность, сокращение площади до 50% по сравнению с классикой | Средние габариты, зависит от производительности флотатора |
| Энергопотребление | Низкое/Среднее (основной расход на аэрацию) | Высокое (дополнительные насосы и компрессоры для мембран) | Среднее (зависит от дозы реагентов и работы скребков) |
| Образование осадка | Стандартное количество избыточного ила | Меньший объем ила благодаря длительному возрасту ила в системе | Большой объем влажного шлама, требующего дополнительного обезвоживания |
| Применимость | Муниципальные стоки, пищевая промышленность, сельское хозяйство | Дефицит площадей, требование высокого качества воды, рекуперация воды | Нефтепродукты, жиры, текстильная и кожевенная промышленность |
В реальной практике мы наблюдаем тенденцию к гибридизации этих методов. Например, использование флотационной установки на входе для снятия основной жировой нагрузки с последующей доочисткой в биореакторе MBR дает наилучший экономический эффект для молокозаводов. Важно понимать, что ни одна технология не является панацеей. Выбор должен базироваться на детальном анализе состава исходной воды. Если поставщик предлагает одно решение для всех типов заказчиков без предварительного анализа проб — это красный флаг, сигнализирующий о缺乏 профессионализма.
Логистика, сертификация и риски при импорте оборудования из Китая
Оптовая закупка очистного оборудования в Китае сопряжена с рядом специфических рисков, которые необходимо минимизировать еще на этапе переговоров. Первым и самым критичным барьером является соответствие продукции техническим регламентам Таможенного союза (ТР ТС). Без действующего сертификата EAC или декларации о соответствии таможенная очистка груза невозможна, а эксплуатация такого оборудования на территории РФ, Беларуси и Казахстана запрещена законом. Многие недобросовестные поставщики предлагают «серые» схемы или сертификаты, выданные на другие наименования товаров, что создает огромные юридические риски для импортера.
Мы настоятельно рекомендуем требовать от производителя предоставления оригиналов сертификатов ISO 9001 (менеджмент качества) и ISO 14001 (экологический менеджмент), а также отчетов о заводских испытаниях (FAT — Factory Acceptance Test). В нашей практике был случай, когда партия насосного оборудования прибыла с двигателями, не соответствующими заявленному классу энергоэффективности IE3, что привело к отказу в подключении к электросетям со стороны энергосбытовой компании. Проверка электрической части, включая маркировку кабелей, степень защиты шкафов управления (IP54/IP65) и наличие русских меню на контроллерах, должна проводиться до отгрузки.
Логистика крупногабаритного оборудования требует тщательного планирования маршрута и способа упаковки. Интегрированные установки часто перевозятся морем в контейнерах 40’HC, но для негабаритных модулей может потребоваться использование платформ Open Top или Flat Rack. Важно контролировать процесс крепления оборудования внутри контейнера: недостаточное количество распорок и крепежных элементов при морской перевозке в штормовых условиях Тихого океана может привести к смещению груза и повреждению внутренних перегородок или трубопроводов. Фотофиксация процесса погрузки и акт осмотра контейнера перед опломбированием — обязательные процедуры для успешного страхования груза.
Сроки поставки также являются переменным фактором. Стандартный цикл производства качественной установки составляет 30–45 рабочих дней, но в периоды высокого сезона (весна-лето) он может растягиваться до 60 дней. Кроме того, необходимо учитывать время на морскую перевозку (15–25 дней до портов Дальнего Востока или Новороссийска) и таможенное оформление (7–14 дней). Закладывая эти сроки в проектную документацию, избегайте оптимистичных сценариев. Опыт подсказывает, что всегда нужно иметь запас времени в 2–3 недели на непредвиденные обстоятельства, такие как задержки судна или дополнительные запросы таможни.
Отдельного внимания заслуживает вопрос гарантийного обслуживания и поставки запчастей. При оптовой закупке целесообразно включать в контракт пункт о поставке рекомендуемого набора запасных частей (спир-лист) на 2 года эксплуатации. Это должно включать мембраны, уплотнители, подшипники для насосов и электронные компоненты. Ждать доставку одного вышедшего из строя датчика из Китая в разгар аварийной ситуации — непозволительная роскошь, которая может остановить работу целого предприятия. Наличие складского запаса критических компонентов у дистрибьютора в стране назначения является признаком зрелости бизнеса поставщика.
Дополнительное оборудование для полного цикла водоочистки
Эффективность работы очистных сооружений определяется не только основным биореактором, но и качеством работы периферийного оборудования. Полноценная система очистки представляет собой сложный организм, где каждый узел выполняет свою функцию. Игнорирование этапов предварительной подготовки воды или финального обезвоживания осадка сводит на нет все преимущества даже самой дорогой биологической установки. Рассмотрим ключевые компоненты, которые должны входить в состав комплексного предложения оптового поставщика.
Механическая предварительная очистка является первым рубежом обороны. Для удаления крупного мусора, ветоши и пластиковых фрагментов используются решетчатые системы. Вращающиеся решетки (fine screens) с шагом ячейки 3–5 мм обеспечивают надежную защиту насосов от засорения. Для более тонкой очистки и удаления песка применяются барабанные решетки и песколовки. Отсутствие эффективной механической ступени приводит к быстрому износу импеллеров насосов и заиливанию аэротенков, что требует дорогостоящей ручной чистки и остановки процесса.
Системы дозирования реагентов играют критическую роль в поддержании баланса питательных веществ и регулировании pH. Автоматизированные установки дозирования, такие как трехкамерные комплексы, позволяют точно подавать коагулянты, флокулянты, кислоты или щелочи в зависимости от показаний онлайн-анализаторов. Ручное дозирование «на глаз» недопустимо в современных условиях, так как передозировка химикатов не только удорожает процесс, но и может токсически воздействовать на активный ил, убивая бактериальную культуру. Интеграция дозирующих станций с системой SCADA позволяет оператору контролировать расход реагентов в реальном времени.
Обезвоживание осадка — это финальная стадия, определяющая объем отходов, подлежащих утилизации. Чем суше будет шлам на выходе, тем дешевле будет его вывоз и захоронение. Винтовые шнековые обезвоживатели (screw press) зарекомендовали себя как надежное и энергоэффективное решение для небольших и средних станций. Они обеспечивают степень сухости осадка до 20–25%, компактны и просты в обслуживании. Ленточные обезвоживатели подходят для больших объемов стоков, обеспечивая высокую производительность, но требуют более квалифицированного обслуживания и большего количества промывочной воды. Выбор между этими типами зависит от специфики осадка и доступности площадей.
Компании, предлагающие полный спектр оборудования «одного окна», такие как Группа Чжэнкай, имеют преимущество в обеспечении совместимости всех узлов. Их ассортимент включает не только основные очистные модули ZKFRP и ZKPP, но и винтовые шнековые обезвоживатели, ленточные фильтры, а также полностью автоматические станции дозирования. Такой подход исключает проблему «стыковки» оборудования от разных вендоров, когда интерфейсы управления или гидравлические параметры не совпадают. Клиент получает единую ответственность за работоспособность всей цепочки: от приема грязных стоков до выдачи технической воды и прессованного брикета осадка.
Экономическая эффективность и расчет совокупной стоимости владения (TCO)
При принятии решения о закупке оптовой партии оборудования фокусироваться исключительно на начальной цене покупки (CAPEX) — грубая управленческая ошибка. Профессиональный подход требует расчета совокупной стоимости владения (Total Cost of Ownership — TCO) на горизонте минимум 5–7 лет. В эту сумму входят затраты на электроэнергию, реагенты, замену расходных материалов, ремонт и утилизацию отходов. Часто бывает так, что оборудование с низкой закупочной стоимостью оказывается крайне убыточным в эксплуатации из-за низкого КПД аэраторов или высокого расхода полимеров для обезвоживания.
Давайте рассмотрим конкретный пример влияния параметров оборудования на экономику процесса. Потребление электроэнергии аэрационной системой составляет до 60–70% всех операционных расходов станции. Разница в эффективности между обычными дисковыми аэраторами и современными трубчатыми мембранными аэраторами с мелкими порами может достигать 30%. На станции производительностью 1000 м³/сутки это выливается в десятки тысяч долларов ежегодной экономии только на счетах за электричество. Кроме того, качественная аэрация улучшает кислородный массообмен, позволяя сократить время пребывания стоков в системе и, следовательно, уменьшить объем необходимых резервуаров.
Другой важный фактор — ресурс мембран в системах MBR. Дешевые мембраны могут потерять производительность уже через 1–1.5 года из-за необратимого загрязнения (фоулинга), требуя замены всего модуля. Качественные PVDF-мембраны с гидрофильным покрытием служат 5 и более лет при правильной эксплуатации. Стоимость замены мембранного модуля может составлять до 40% от стоимости всей установки, поэтому этот параметр напрямую влияет на финансовую устойчивость проекта. При запросе коммерческого предложения обязательно уточняйте гарантированный ресурс мембран и условия гарантии.
Автоматизация процессов также вносит существенный вклад в экономию. Умные системы управления, которые регулируют работу насосов и компрессоров в зависимости от реальной нагрузки (по уровню в резервуаре или показаниям датчиков кислорода), позволяют избегать работы оборудования вхолостую. В нашей практике внедрение частотно-регулируемых приводов (ЧРП) на насосах подачи стоков позволило одному из клиентов снизить пиковое потребление мощности на 25%, что также уменьшило плату за максимальную мощность для энергоснабжающей организации.
При оценке поставщика запрашивайте референсные данные по потреблению энергии (кВт·ч/м³ очищенной воды) и расходу реагентов (г/м³) для аналогичных объектов. Если поставщик не может предоставить эти цифры или они выглядят слишком оптимистично (например, 0.3 кВт·ч/м³ для глубокой биологической очистки), стоит усомниться в достоверности данных. Реальные показатели для современных компактных станций обычно находятся в диапазоне 0.6–0.9 кВт·ч/м³ в зависимости от степени загрязнения входных стоков.
Часто задаваемые вопросы (FAQ)
Какой минимальный объем заказа (MOQ) для оптовой покупки очистного оборудования?
Для большинства производителей интегрированных установок минимальный объем заказа составляет 1 комплект (одну установку), так как каждое изделие изготавливается под конкретный проект с учетом индивидуальных параметров стоков. Однако понятие «опт» в этой сфере чаще относится к условиям ценообразования и логистики. При заказе от 3–5 единиц или на сумму свыше $50,000 производители готовы предложить специальные скидки, приоритетное производство и бесплатную разработку проектной документации. Для дистрибьюторов, планирующих постоянное сотрудничество, возможны условия консигнационного склада или изготовление типовых моделей малой производительности (до 50 м³/сут) партиями по 10–20 штук для быстрой отгрузки со склада.
Требуется ли специальное разрешение для ввоза оборудования для очистки сточных вод в Россию?
Да, ввоз и эксплуатация такого оборудования строго регламентированы. Основным документом является Сертификат соответствия ТР ТС 010/2011 «О безопасности машин и оборудования» или Декларация о соответствии. Кроме того, если оборудование содержит электрические компоненты, потребуется декларация ТР ТС 004/2011 (низковольтное оборудование) и ТР ТС 020/2011 (электромагнитная совместимость). Для некоторых видов оборудования, контактирующего с питьевой водой или используемого в санитарно-защитных зонах, может потребоваться Экспертное заключение Роспотребнадзора. Отсутствие этих документов приведет к задержке груза на таможне и невозможности его реализации легальным способом.
Какое обслуживание требуется для интегрированных очистных сооружений?
Современные интегрированные системы спроектированы с расчетом на минимальное обслуживание, но оно не может быть нулевым. Базовый регламент включает еженедельный визуальный осмотр работы насосов и компрессоров, проверку уровня масла (если применимо) и контроль показаний панели управления. Ежемесячно необходимо отбирать пробы активного ила для микроскопического анализа и измерения концентрации (MLSS). Раз в полгода проводится профилактическая чистка датчиков, проверка натяжения ремней и смазка подшипников. Мембраны в системах MBR требуют плановой химической промывки (CIP) раз в 3–6 месяцев в зависимости от загрязнения. При соблюдении этих простых правил оборудование служит десятилетиями без капитального ремонта.
Можно ли использовать оборудование зимой в условиях низких температур?
Да, интегрированные установки адаптированы для работы в суровых климатических условиях. Контейнерные версии (ZKWL) и подземные стеклопластиковые емкости (ZKFRP) имеют эффективную теплоизоляцию. Подземная установка использует тепло земли, которое даже зимой на глубине 2 метра сохраняет положительную температуру, а биологические процессы сами выделяют тепло. Для надземных контейнеров предусмотрены системы воздушного или водяного отопления внутреннего технического отсека, работающие в автоматическом режиме. Главное условие — обеспечить непрерывность подачи стоков, так как теплая вода сама по себе является источником тепла для системы. При остановке потока на длительный период требуется консервация оборудования.
Заключение и рекомендации по выбору партнера
Рынок оборудования для очистки сточных вод насыщен предложениями, но лишь немногие поставщики способны обеспечить полный цикл поддержки: от инженерного расчета до сервисного обслуживания. Успех вашего проекта зависит от способности выбрать партнера, который разделяет ваши ценности качества и долгосрочной надежности. Не гонитесь за самой низкой ценой на бумаге — анализируйте технические детали, требования к материалам и репутацию производителя в отрасли. Помните, что очистные сооружения — это сердце экологической безопасности вашего предприятия, и компромиссы здесь недопустимы.
Если вы ищете надежного поставщика с доказанным опытом реализации проектов в различных отраслях промышленности, обратите внимание на компании, предлагающие широкий спектр решений: от умных модулей ZKQB до специализированных систем для сложных стоков. Комплексный подход, сочетающий передовые технологии вроде A2O+MBR с качественными материалами корпусов, позволяет создавать системы, которые работают стабильно годами, требуя минимального вмешательства оператора. Инвестиции в качественное оборудование сегодня — это гарантия отсутствия проблем с надзорными органами и экономия ресурсов завтра.
Мы рекомендуем начать диалог с потенциальным поставщиком с отправки реальных данных о составе ваших стоков и запроса технико-коммерческого предложения с детализацией всех узлов. Сравните полученные варианты не только по цене, но и по заложенным технологическим решениям и условиям гарантии. Только такой взвешенный подход позволит вам приобрести действительно эффективное оборудование для очистки сточных вод, которое станет активом, а не обузой для вашего бизнеса.
Оборудование для очистки сточных вод оптом от производителя — это ваш шаг к экологической устойчивости и экономической эффективности. Свяжитесь с нами сегодня, чтобы получить консультацию экспертов и рассчитать стоимость проекта tailored под ваши задачи.