




Очистка стоков текстильной фабрики: кейс и решения
2026-06-19
- Реальная проблема текстильных стоков: почему стандартные решения не работают
- Химический профиль текстильных сбросов: что именно мы очищаем
- Разбор кейса: Модернизация очистных сооружений хлопчатобумажного комбината
- Сравнение технологий: Что выбрать для вашего производства?
- Интегрированные решения от Группы Чжэнкай: надежность и адаптивность
- Пошаговое руководство по внедрению системы очистки
- Экономика и экология: рентабельность инвестиций
- Часто задаваемые вопросы
- Заключение: Ваш следующий шаг к чистой воде
Реальная проблема текстильных стоков: почему стандартные решения не работают
В нашей практике работы с промышленными предприятиями мы регулярно сталкиваемся с одной и той же ошибкой: руководство фабрики пытается решить проблему очистки воды, покупая оборудование “по каталогу”, без глубокого химического анализа состава сбросов. Результат предсказуем — дорогостоящие мембраны забиваются за две недели, биологические реакторы выходят из строя из-за токсичной нагрузки, а штрафы от экологических инспекций превышают стоимость самого оборудования. Очистка стоков текстильной фабрики: кейс и решения — это не просто теоретический обзор, а разбор реальных инженерных задач, с которыми мы столкнулись при модернизации трех крупных производств в Центральной России и Узбекистане.
Текстильная промышленность остается одним из самых “грязных” секторов экономики. Специфика заключается в крайней нестабильности состава сточных вод. Сегодня вы красите хлопок активными красителями, завтра — полиэстер дисперсными, а послезавтра запускаете линию мерсеризации с высоким содержанием щелочи. Каждый процесс генерирует уникальный коктейль загрязнителей: от взвешенных волокон и жиров до сложных органических соединений, тяжелых металлов и ПАВ (поверхностно-активных веществ). Стандартная схема “решетка-отстойник-биология”, которая отлично работает на муниципальных очистных сооружениях, здесь обречена на провал.
Мы наблюдали случай, когда фабрика потратила более 15 миллионов рублей на установку импортного биореактора MBR (мембранный биореактор). Через три месяца эксплуатации мембраны потребовали замены, так как вязкие полимеры и красители создали непробиваемый слой загрязнений (fouling). Проблема была не в качестве оборудования, а в отсутствии стадии предварительной физико-химической обработки, способной удалить специфические текстильные загрязнения до попадания их в биологию. Этот кейс стал для нас точкой отсчета для разработки многоступенчатой системы, о которой пойдет речь ниже.
Ключевой вывод, который мы сделали за 10 лет работы: универсального решения не существует. Эффективная очистка требует адаптивной схемы, где каждый модуль настроен под конкретный тип красителя и волокна. Если вы хотите избежать повторения чужих ошибок, вам необходимо понять химию ваших стоков прежде, чем подписывать контракт на поставку оборудования.
Химический профиль текстильных сбросов: что именно мы очищаем
Прежде чем выбирать технологию, нужно четко понимать врага в лицо. Состав сточных вод текстильного предприятия варьируется в зависимости от этапа производства. Мы делим все загрязнения на четыре основные группы, каждая из которых требует своего метода нейтрализации. Игнорирование хотя бы одной группы приводит к системному сбою всей очистной станции.
1. Взвешенные вещества и волокна. Это механические загрязнения: обрезки нитей, пух, ворс. Они кажутся безобидными, но именно они являются главной причиной поломки насосов и засорения форсунок. Более того, волокна служат матрицей для закрепления красителей, защищая их от воздействия коагулянтов. Если не удалить механику на этапе грубой очистки, эффективность последующих стадий падает на 30-40%.
2. Красители и пигменты. Самая сложная группа. Реактивные красители (для хлопка) хорошо растворимы в воде и имеют отрицательный заряд, что делает их устойчивыми к обычному отстаиванию. Дисперсные красители (для синтетики) плохо растворимы и склонны к агрегации. Прямые красители образуют стойкие комплексы с целлюлозой. Цветность стоков может достигать 2000-5000 градусов по платино-кобальтовой шкале. Для сравнения: норматив сброса в городскую канализацию часто ограничивает цветность на уровне 50-100 градусов. Разница колоссальная.
3. Органические загрязнения (ХПК и БПК). Химическое потребление кислорода (ХПК) в текстильных стоках может достигать 3000-5000 мг/л, а биохимическое (БПК) — 800-1200 мг/л. Высокое соотношение ХПК/БПК (часто выше 3:1) говорит о том, что большая часть органики трудноокисляема биологическим путем. Это крахмалы, аппреты, смягчители и остатки масел. Биология просто не успевает переработать такую нагрузку, если не провести предварительное окисление или коагуляцию.
4. Неорганические соли и изменение pH. Процессы крашения требуют огромного количества солей (сульфат натрия, хлорид натрия) для фиксации красителя. Концентрация солей может достигать 20-30 г/л. Высокая минерализация угнетает активность активного ила в биологических реакторах. Кроме того, стоки после мерсеризации имеют pH 12-13 (щелочные), а после кислотного крашения — pH 2-3. Резкие колебания pH убивают бактериальную культуру.
Понимание этой структуры позволяет нам строить гибридные системы. Например, для стоков с высоким содержанием реактивных красителей мы обязательно включаем стадию озонирования или электрокоагуляции, так как традиционная коагуляция железом дает слабый эффект обесцвечивания. Источник: Википедия — Сточные воды предоставляет общую классификацию, но для инженера важны конкретные концентрации, которые мы получаем из лабораторных анализов заказчика.
Разбор кейса: Модернизация очистных сооружений хлопчатобумажного комбината
Рассмотрим детальный пример из нашей практики. Заказчик — крупное предприятие по производству хлопчатобумажных тканей мощностью 5000 метров в сутки. Существующая система представляла собой усреднитель и два аэротенка. Проблемы были критическими: постоянные превышения по цвету (в 10-15 раз выше нормы), запах сероводорода из-за гниения ила, и периодические остановки производства из-за аварийных сбросов.
Диагностика. Мы провели аудит и взяли пробы в трех точках: после красильных машин, после отжима и на выходе из текущих очистных. Анализ показал:
- Цветность: 3500 градусов.
- ХПК: 4200 мг/л.
- pH: нестабильный, от 4.5 до 11.0.
- Содержание сульфатов: 18 г/л.
Старая система не справлялась, потому что биология была перегружена токсичными компонентами красителей, а отсутствие стадии удаления солей приводило к осмотическому шоку бактерий.
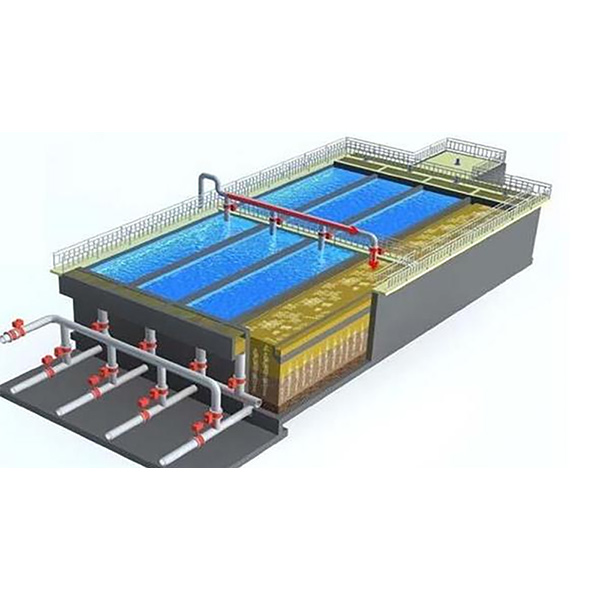
Предложенное решение. Мы разработали четырехступенчатую схему очистки стоков текстильной фабрики, интегрировав её в существующие резервуары для минимизации капитальных затрат.
Этап 1: Механическая и физико-химическая предварительная обработка. Были установлены барабанные сита с ячейкой 0.5 мм для улавливания микроволокон. Затем поток поступал в реактор электрокоагуляции. Мы выбрали электрокоагуляцию вместо химической, так как она позволяла гибко менять плотность тока в зависимости от цвета стоков в реальном времени. Алюминиевые электроды генерировали коагулянт непосредственно в воде, связывая красители и взвеси. Эффективность удаления цветности на этом этапе составила 65-70%.
Этап 2: Усреднение и нейтрализация. После электрокоагуляции вода попадала в большой усреднитель, где автоматически корректировался pH до значения 7.0-7.5 с помощью дозирования серной кислоты или каустической соды. Это критически важный шаг для защиты биологии.
Этап 3: Анаэробно-аэробная биологическая очистка. Мы реконструировали один из старых аэротенков в анаэробный реактор (для снятия основной органической нагрузки и частичного восстановления красителей), а второй переоборудовали в аэротенк с системой мелкопузырчатой аэрации. Особое внимание уделили селекции штаммов активного ила, устойчивых к высоким концентрациям солей. Время пребывания воды в системе было увеличено с 12 до 24 часов.
Этап 4: Доочистка и обеззараживание. На финальной стадии использовалась фильтрация через песчано-угольные фильтры для удаления остаточных взвесей и запаха, с последующим ультрафиолетовым обеззараживанием. Хлорирование мы исключили, чтобы не образовывались токсичные хлорамины.
Результаты внедрения. После трех месяцев пусконаладочных работ система вышла на проектную мощность. Показатели на выходе стабилизировались:
| Параметр | До модернизации | После внедрения решения | Норматив ПДК (в канализацию) |
|---|---|---|---|
| Цветность, градусы | 3500 | 45-60 | < 100 |
| ХПК, мг/л | 4200 | 280-320 | < 500 |
| Взвешенные вещества, мг/л | 450 | 15-20 | < 70 |
| pH | 4.5 – 11.0 | 6.8 – 7.2 | 6.5 – 8.5 |
Экономический эффект оказался даже выше технического. Фабрика снизила плату за сверхлимитный сброс на 90%. Кроме того, часть очищенной воды (около 30%) стала возвращаться в технологический цикл для предварительной промывки тканей, что сэкономило до 150 кубометров свежей воды в сутки. Этот кейс наглядно демонстрирует, что грамотная инженерия окупается быстрее, чем простые “латания дыр”.
Сравнение технологий: Что выбрать для вашего производства?
На рынке представлено множество методов очистки. Чтобы помочь вам сориентироваться, мы сравнили три наиболее популярных подхода, применяемых в современной промышленности. Важно понимать, что выбор зависит не только от цены оборудования, но и от эксплуатационных расходов (OPEX) и квалификации персонала.
| Технология | Принцип действия | Преимущества | Недостатки и риски | Для кого подходит |
|---|---|---|---|---|
| Коагуляция и Флокуляция | Добавление реагентов (сульфат алюминия, хлорное железо, полиакриламид) для слипания частиц красителя и их осаждения. | Низкая капитальная стоимость. Простота управления. Быстрый эффект обесцвечивания. | Образование большого объема влажного шлама (до 5% от объема воды), который дорого утилизировать. Зависимость от качества реагентов. | Для небольших фабрик с ограниченным бюджетом. Как первая ступень перед биологией. |
| Мембранные технологии (UF/RO) | Фильтрация через полупроницаемые мембраны. Обратный осмос (RO) задерживает даже ионы солей. | Высочайшее качество очистки. Возможность возврата 70-80% воды в производство (Zero Liquid Discharge). | Очень высокие эксплуатационные расходы. Мембраны быстро загрязняются (“обрастают”) без идеальной предподготовки. Требует высокой квалификации. | Для предприятий, работающих в регионах с дефицитом воды или строгими экологическими нормами. |
| Электрокоагуляция и Электрофлокуляция | Пропускание тока через воду с растворимыми электродами. Генерация коагулянта in-situ. | Компактность. Отсутствие необходимости хранить большие объемы химикатов. Гибкая настройка под меняющуюся нагрузку. | Высокое энергопотребление. Расход электродов. Риск образования накипи на катоде. | Для стоков со сложным, меняющимся составом красителей. Идеально как замена химической коагуляции. |
Мы часто рекомендуем комбинированный подход. Например, использование электрокоагуляции для удаления основного цвета, а затем биологической очистки для снижения ХПК. Использование только обратного осмоса без мощной пре-очистки — это финансовое самоубийство для большинства средних фабрик, так как замена мембранных элементов будет происходить каждые 2-3 месяца.
При выборе поставщика оборудования обращайте внимание на наличие сертификатов соответствия. В России и странах ЕАЭС оборудование должно иметь декларацию соответствия техническим регламентам (ТР ЕАЭС). Наличие сертификата ISO 9001 у производителя говорит о налаженных процессах контроля качества, но не гарантирует, что конкретная установка подойдет вам. Всегда требуйте гарантийные расчеты эффективности для вашего конкретного состава воды.
Интегрированные решения от Группы Чжэнкай: надежность и адаптивность
Поиск надежного партнера, способного предложить не просто «железо», а комплексное инженерное решение, является критическим этапом. В этом контексте стоит обратить внимание на опыт Группы Чжэнкай — компании, специализирующейся на разработке и производстве интегрированного оборудования для очистки сточных вод. Их подход идеально иллюстрирует необходимость адаптивности, о которой мы говорили выше.
Группа Чжэнкай предлагает линейку интеллектуальных интегрированных систем, таких как ZKQB, стеклопластиковое оборудование ZKFRP, установки из модифицированного полипропилена ZKPP и контейнерные решения ZKWL. Хотя эти системы широко применяются для очистки бытовых, медицинских, пищевых и животноводческих стоков, их модульная архитектура позволяет эффективно адаптировать их и для нужд легкой промышленности, включая прачечные и кожевенные производства, где также присутствуют сложные органические и химические загрязнения.
Ключевым преимуществом оборудования Группы Чжэнкай является использование проверенных биологических технологий, таких как A2O+MBR, в сочетании с надежной механической предварительной очисткой. В арсенале компании имеются винтовые и ленточные обезвоживатели осадка, полностью автоматические установки дозирования реагентов, а также барабанные и вращающиеся решетки. Такое сочетание обеспечивает коррозионную стойкость, термостойкость и быстрые сроки монтажа. Для текстильных предприятий особенно важно, что подобные интегрированные решения позволяют минимизировать эксплуатационные расходы (OPEX) и гарантируют стабильное качество очистки, предоставляя клиентам комплексный сервис по принципу «одного окна».
Пошаговое руководство по внедрению системы очистки
Если вы планируете модернизацию или строительство новых очистных сооружений, следуйте этому алгоритму. Он основан на нашем опыте реализации более 40 проектов и помогает избежать типичных ловушек.
- Аудит и отбор проб. Не верьте данным проектной документации десятилетней давности. Технологические процессы меняются. Закажите независимый лабораторный анализ стоков. Отбор проб должен проводиться в течение минимум 3 дней, включая дни максимальной загрузки и плановых моек оборудования. Внимание: берите отдельные пробы от разных цехов (красильный, отделочный, котельная), чтобы понять вклад каждого источника.
- Разработка технологической схемы (ТП). Инженеры-технологи должны предложить 2-3 варианта схем. Сравните их не только по цене оборудования, но и по стоимости реагентов, электроэнергии и утилизации шлама на горизонте 5 лет. Часто дешевое оборудование оказывается самым дорогим в эксплуатации. Убедитесь, что в схеме предусмотрены байпасные линии для ремонта узлов без остановки всего производства.
- Выбор поставщика и контрактование. Проверяйте референс-лист поставщика. Попросите контакты клиентов, которые эксплуатируют похожее оборудование более 2 лет. В договоре пропишите штрафные санкции за недостижение гарантированных показателей очистки на выходе. Гарантия должна составлять не менее 12 месяцев с момента пуска. Частая ошибка: соглашаться на гарантию “на оборудование”, а не “на результат очистки”. Вам нужна чистая вода, а не просто работающий насос.
- Монтаж и шеф-монтаж. Строго соблюдайте требования к фундаментам и подводке коммуникаций. Для химических дозаторов используйте материалы, стойкие к агрессивным средам (ПВХ, ПВДФ, нержавеющая сталь AISI 316). Автоматика должна быть интегрирована в общую SCADA-систему фабрики для удаленного мониторинга. Мы настаиваем на установке онлайн-мониторов pH, расхода и цветности на ключевых участках.
- Пусконаладочные работы (ПНР) и обучение. Этот этап занимает от 2 недель до 2 месяцев. Биологические системы требуют времени для акклиматизации ила. Персонал фабрики должен пройти полное обучение: как брать пробы, как регулировать дозировку реагентов, как проводить обратную промывку фильтров. Без квалифицированного оператора даже лучшая автоматика не спасет ситуацию.
Помните, что очистка стоков — это непрерывный процесс. Регулярное обслуживание (замена масла в редукторах, проверка мембран, калибровка датчиков) продлевает срок службы оборудования в 2-3 раза. Игнорирование регламента ТО приводит к авариям в самый неподходящий момент.
Экономика и экология: рентабельность инвестиций
Многие руководители воспринимают очистные сооружения как центр затрат. Мы предлагаем сменить парадигму и рассматривать их как инструмент оптимизации ресурсов. Давайте посчитаем.
Во-первых, штрафы. В Российской Федерации и многих других странах тарифы на сброс загрязняющих веществ сверх нормативов исчисляются в пятикратном и более размере. Для крупного предприятия эти платежи могут достигать десятков миллионов рублей в год. Инвестиции в эффективную очистку окупаются за счет исключения этих штрафов за 1.5-2 года.
Во-вторых, возврат воды. Современные системы позволяют возвращать до 50-70% очищенной воды обратно в производство. Учитывая рост тарифов на водоснабжение и водоотведение, экономия на свежей воде становится существенной статьей дохода. В нашем кейсе с хлопчатобумажным комбинатом экономия на водопотреблении покрыла 40% эксплуатационных расходов очистной станции.
В-третьих, репутация и экспорт. Международные бренды (H&M, Zara, IKEA и др.) требуют от своих поставщиков соблюдения строгих экологических стандартов (например, ZDHC — Zero Discharge of Hazardous Chemicals). Наличие современной системы очистки и сертификация по стандартам ISO 14001 открывает доступ к контрактам с крупнейшими мировыми ритейлерами. Это вопрос конкурентоспособности на глобальном рынке.
Также стоит упомянуть возможность утилизации вторичных продуктов. Шлам после обезвоживания может использоваться в производстве строительных материалов (кирпич, тротуарная плитка), а некоторые виды регенерированных солей могут быть восстановлены. Хотя это направление пока развито слабо, оно имеет большой потенциал в будущем.
Часто задаваемые вопросы
Сколько стоит построить очистные сооружения для текстильной фабрики?
Стоимость варьируется в широких пределах в зависимости от производительности и требуемой степени очистки. Для небольшой фабрики (10-20 м³/сутки) базовая физико-химическая установка может стоить от 1.5 до 3 млн рублей. Для среднего предприятия (100-200 м³/сутки) с полной биологической очисткой и доочисткой бюджет составит от 15 до 30 млн рублей. Крупные комплексы с системой обратного осмоса и нулевым сбросом (ZLD) могут стоить свыше 100 млн рублей. Точную смету можно составить только после получения результатов анализа воды и технического задания.
Можно ли сбрасывать очищенные стоки в реку или только в канализацию?
Сброс в природные водоемы (реки, озера) регулируется гораздо более строгими нормативами (рыбохозяйственные ПДК), чем сброс в центральную канализацию. Для сброса в реку обычно требуется глубокая доочистка, включая удаление азота и фосфора, а также дезинфекцию. Это значительно удорожает проект. Большинство фабрик предпочитают сброс в городскую канализацию, так как это дешевле, но требует согласования с местными водоканалами и соблюдения их лимитов.
Как часто нужно менять мембраны в системах обратного осмоса?
При правильной предварительной очистке (коагуляция, фильтрация) и регулярной химической промывке (CIP) срок службы мембран обратного осмоса составляет 3-5 лет. Если предподготовка недостаточна, мембраны могут выйти из строя за 6-12 месяцев. Ключевой фактор долговечности — контроль индекса плотности осадка (SDI) на входе в мембраны. SDI должен быть менее 3.
Что делать с образовавшимся шламом?
Текстильный шлам относится к отходам, требующим специальной утилизации. Его необходимо обезвоживать на пресс-фильтрах или центрифугах до влажности 75-80%, чтобы уменьшить объем и стоимость транспортировки. Далее шлам передается лицензированным организациям для захоронения на полигонах или термического обезвреживания. Некоторые виды шлама (без токсичных красителей) можно компостировать или использовать в производстве стройматериалов, но это требует дополнительного лабораторного подтверждения безопасности.
Возможно ли полностью автоматизировать процесс очистки?
Да, современные системы позволяют достичь высокой степени автоматизации. Датчики pH, расходомеры, анализаторы цветности и ХПК могут передавать данные в PLC-контроллер, который автоматически регулирует дозировку реагентов и режимы работы насосов. Однако полный отказ от оператора невозможен. Человеческий контроль необходим для отбора проб, визуального осмотра оборудования, загрузки реагентов и принятия решений в нештатных ситуациях. Автоматика помогает снизить влияние человеческого фактора, но не заменяет квалифицированный персонал.
Заключение: Ваш следующий шаг к чистой воде
Очистка стоков текстильной фабрики — это сложная инженерная задача, не терпящая шаблонных решений. Как мы показали в этой статье, успех зависит от глубокого понимания химии процессов, правильного подбора технологий и качественной эксплуатации. Попытки сэкономить на проектировании или выборе оборудования неизбежно приводят к многократным переплатам в будущем на штрафы, ремонты и простои.
Мы готовы применить наш опыт для решения ваших конкретных задач. Наша команда проводит бесплатный предварительный аудит вашей ситуации и предлагает оптимальную схему очистки, рассчитанную под ваш бюджет и технические условия. Не откладывайте решение экологических проблем — законодательство становится строже с каждым годом, а технологии становятся доступнее.
Если вы хотите получить консультацию инженера или заказать расчет стоимости оборудования, заполните форму обратной связи на нашем сайте. Мы свяжемся с вами в течение 24 часов для обсуждения деталей вашего проекта.
Технологии промышленной очистки воды | Оборудование для текстильной промышленности | Экологический аудит предприятий
Свяжитесь с нами сегодня